Preliminary Research on Water content and Flowability of 3D Printing Powder
3D printing technology requires high flowability of powders, and the main influencing factors of powder flowability can be categorized into five major classes:
Particle Size
The specific surface of powder is inversely proportional to its particle size. The smaller the particle size, the larger the specific surface. As the particle size decreases, the intermolecular and electrostatic forces between particles gradually increase, which can reducing the flowability of the powder. Furthermore, a smaller particle size makes it easier for particles to adhere and aggregate, increasing cohesion and thus causing an increase in the angle of repose and a decrease in flowability. Additionally, a smaller particle size leads to a tighter packing between particles, resulting in a decrease in permeability, an increase in compressibility, and a decrease in the flowability of the powder.
Morphology
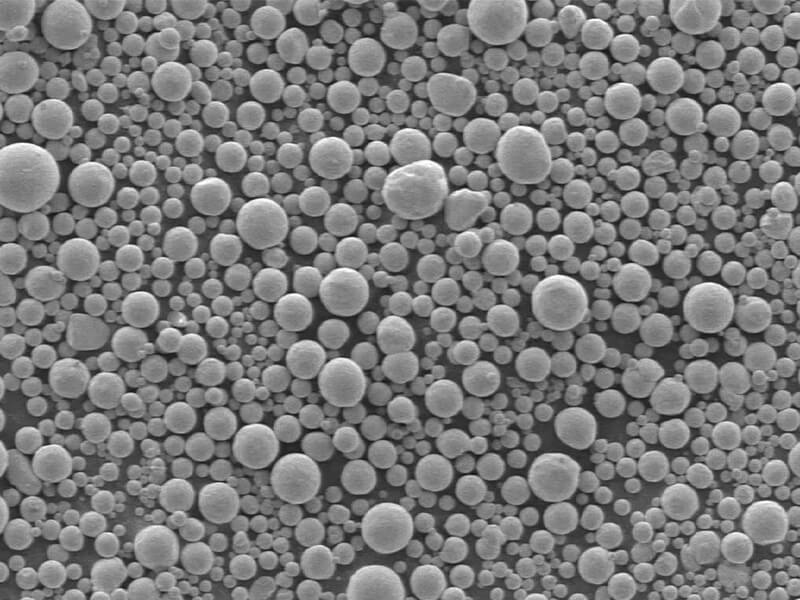
In addition to particle size, the morphology of particles also has a significant impact on flowability. For powders with equal particle size, different shapes will result in different flowability. It is evident that spherical particles have the smallest contact area between them, resulting in the best flowability. Needle-like particles have a large number of flat contact points on their surface, as well as shear forces between irregular particles, leading to poor flowability.
Temperature
It has been reported that heat treatment can increase the apparent density and tap density of the powder. This is because the compactness of the powder particles increases with the rise in temperature. However, when the temperature rises to a certain extent, the flowability of the powder decreases, as the adhesion of the powder significantly increases at high temperatures. This adhesion causes a decrease in the flowability of the powder, as the powder particles adhere to each other or to the wall of the container. If the temperature exceeds the melting point of the powder, the powder will turn into a liquid, making the adhesion even stronger.
Water content
When in a powdered dry state, the flowability is generally good. If it is too dry, the particles may be attracted to each other due to static electricity, leading to bad flowability. When there is a small amount of water, it is adsorbed on the surface of the particles in the form of surface-adsorbed water, with little impact on the flowability of the powder. As the water content continues to increase, a water film is formed around the particles, increasing the relative resistance to movement between particles and causing a decrease in flowability. When the water content exceeds the maximum molecular binding water, the higher the water content, the lower the flowability index and the worse the flowability of the powder.
Interactions between particles
The frictional and cohesive properties between powders also have a great influence on the flowability of powders. Powders with different particle sizes and shapes have different effects on the flowability of powders due to their cohesive and frictional properties. When the particle size of the powder is large, the flowability of the powder mainly depends on the morphology of the powder, because the volume force is much greater than the cohesive force between the particles, and powders with rough surface particles or uneven shapes have poor flowability. When the powder particles are very small, the flowability of the powder mainly depends on the cohesive force between the particles, because at this time the volume force is much smaller than the cohesive force between the particles.
1. Experiment
The experiment focuses on studying the effect of water content on the flowability of powders, and investigates the flowability of powders by increasing and decreasing the water content. The experimental subjects are 316L spherical metal powders produced by gas atomization, with particle size distribution D10=16.68μm, D50=27.82μm, D90=47.07μm.
The experiment of increasing water content involves dividing the same batch of powder into three equal-mass portions and storing them in environments with different constant humidity levels. The powder humidity is tested using a hygrometer, and the flowability of the powder is measured to observe the impact of powder humidity on flowability, as shown in Table 1.
Table 1 Experimental Table on Increased Water Content
| Test number | Weight,Kg | Time, week | Humidity, %RH |
| 1-1 | 3 | 0-2 | 40%RH |
| 1-2 | 3 | 0-2 | 56%RH |
| 1-3 | 3 | 0-2 | 70%RH |
| 1-1 | 3 | 0-2 | 85%RH |
Table 2 Experimental Table for Reducing Water Content
| Test number | Dry time,h | Dry atomspphere | Weight,Kg | Dry Temperature,°C/td> |
| 2-0 | 0 | / | / | Original |
| 2-1 | 4 | Vacuum | 0.5 | 80 |
| 2-2 | 4 | Vacuum | 0.5 | 120 |
| 2-3 | 4 | Vacuum | 0.5 | 160 |
| 2-4 | 4 | Vacuum | 0.5 | 200 |
| 2-5 | 8 | Vacuum | 0.5 | 120 |
| 2-6 | 12 | Vacuum | 0.5 | 120 |
| 2-7 | 4 | Air | 0.5 | 120 |
| 2-8 | 8 | Air | 0.5 | 120 |
| 2-9 | 12 | Air | 0.5 | 120 |
| 2-10 | 4 | Air | 1.5 | 120 |
| 2-11 | 4 | Air | 3 | 120 |
| 2-12 | 4 | Air | 4.5 | 120 |
Test equipment: Powder humidity – powder hygrometer, environmental humidity – temperature and humidity meter, flowability – Hall flowmeter, oxygen and nitrogen content – ON3000 oxygen and nitrogen analyzer.
2. Data analysis
The original powder moisture content is 54.06% RH, and its flowability is characterized as 27.53 s/50g using a Hall flow rate meter. The testing environment has a humidity of 56% RH and a temperature at room temperature. The original powder is stored under four different set constant temperature and humidity conditions, and the moisture content of the testing powder as well as the flowability of the final powder under the four parameters are measured. The changes in powder moisture content are shown in Figure 1, and the powder flowability is presented in Table 3.
When the environmental humidity is greater than the powder humidity, the water content of the environment directly affects the water content of the powder. Because the particles of the powder have a large specific surface area, the influence of environmental humidity on powder humidity is short-lived. Powder placed in a specific humidity environment immediately changes to the environmental humidity after a short period of time. When the environmental humidity is lower than the powder humidity, the powder humidity does not decrease with the decrease in environmental humidity under short-term room temperature conditions. Additionally, powder has poor flowability at 70% relative humidity, and no flowability at 85% relative humidity in the environment.
Table 3 Powder humidity and flowability
| Test number | Weight,Kg | Time, week | Humidity, %RH | Hall flowmeter |
| 1 | 3 | 0-2 | 40 | 25.24s/50g |
| 2 | 3 | 0-2 | 56 | 26.76s/50g |
| 1 | 3 | 0-2 | 70 | 40.5s/50g(With Assistance) |
| 1 | 3 | 0-2 | 85 | No flowability at all |

2.2 Reduce powder water content experiment
The most direct way to reduce the water content in the powder is to heat the powder to remove the moisture. By studying the heating temperature, heating time, heating atmosphere, and the amount of powder heated each time, one can grasp the drying law of the powder.
2.2.1 Dry Temperature
The flowability of the powder is improved at different drying temperatures, and the drying effect is better when the temperature reaches 120°C and 160°C, with a significant improvement in flowability. The oxygen content of the powder did not increase significantly at all temperatures during drying.

2.2.2 Dry time

2.2.3 Dry atmosphere
As shown in Figure 4, under different drying atmospheres, the flowability of non-vacuum drying is better than that under vacuum drying conditions, and the increase in flowability is relatively high. The reason may be that the open environment and high temperature are conducive to the evaporation of water vapor, which quickly removes the water vapor from the surface of the metal particles, making the metal particles drier.
As shown in Figure 5, whether drying under vacuum conditions or non-vacuum conditions, and regardless of the duration of drying, there is no significant increase in the oxygen content of the powder.


2.2.4 Dry weight
From Figure 6, it can clearly got that with a constant drying time, as the quality of the drying powder increases and its thickness increases, the flow rate also increases, but overall, drying does improve the flowability of the powder.

3. Conclusion
3.1 When the environmental humidity is higher than the powder humidity, the flowability of the powder deteriorates; when the environmental humidity is lower than the powder humidity, the powder humidity does not immediately decrease. Under the conditions of this experiment, the powder in this particle size range is relatively sensitive to environmental humidity. When the environmental humidity is higher than 70% RH, the flowability deteriorates, and may even become no flowability at all.
3.2 With the increase of the drying temperature, the flowability of the powder improves after drying, and drying below 160℃ does not increase the oxygen content of the 316L powder. During vacuum drying, the flowability of the powder improves with prolonged drying time; when extended to 12 hours, the powder flow rate remains constant. Compared to non-vacuum drying, the drying effect of non-vacuum drying is better. Drying atmosphere and drying time at 120℃ do not have a detrimental effect on the powder oxygen content. Increasing the weight of the powder for drying and increasing the thickness of the dried powder will result in poorer drying effects.
3.3 It is recommended to seal and store stainless steel powder with high liquidity requirements in an environment with humidity below 60% RH; if the liquidity is worse than the original state, appropriate drying treatment can be carried out at a suitable temperature.
Reference:
[1] Malcolm K. Stanford and Christopher DellaCorte Effects of Humidity on the Flow Characteristics of a Composite Plasma Spray Powder [J] Journal of Thermal Spray Technology. Volume 15(1) March 2016:33-36
[2] Ajit Mujumdara, Dongguang Weia, Improvement of humidity resistance of magnesium powder suing dry particle coating [J] Powder technology 140(2004)86-97.
Related Post You May Also Like
3D Metal Powder:Research on Sphericity Detection Technology
[pac_divi_table_of_contents included_headings="off|on|on|off|off|off" exclude_headings_by_class="on" active_link_highlight="on" level_markers_3="icons" title_container_padding="10px|15px|10px|15px|true|false" title_container_bg_color="#333333" body_area_height="650px"...
0 Comments