Tips and Tricks for Metal 3D Printing: Recoaters
Types of Recoaters
In general, two types of recoaters can be distinguished: one soft, one hard. They each have the ability to spread the powder in a homogeneous way, but they behave differently in certain specific aspects.
Soft recoaters
In a nutshell, a soft recoater has blades made from silicon, rubber or soft carbon fiber (for instance a brush recoater) and spreads the powder from one side of the build platform to the other. Because of its flexibility the soft recoater can give way slightly in case of a collision with any metal parts being built, Soft recoaters also get damaged more easily.
This type of recoater is ideal for printing different parts on the same build platform: even if one part deforms or is not correctly built, the other parts are produced anyway and there is no need to stop the build.
Hard recoaters
A hard recoater has blades made of HS steel or ceramic and exerts pressure on the powder. This type of recoater, in comparison with the soft recoaters, doesn’t allow much part deformation. This also means that when the recoater collides with a part, the build stops or
some of your models are dragged across the powder bed.
These types of recoaters can be useful when identical parts are printed on the same build platform. If one part deforms or is not built successfully, you have a high chance that all the other parts on the build plate will behave the same way, so then it may be preferable to stop the build in case of collision.
How to Avoid Recoater Issues
By optimally positioning your parts on the build platform, you can minimize or even eliminate failed builds related to recoaters. For instance, you can avoid damage to thin walls by changing their orientation or by increasing wall thickness and section width. This can improve structure stability and reduce sensitivity to stresses.
There are some general guidelines to take into account:
Don’t position your parts parallel to the recoater
If you put your part parallel to the recoater, it will be more difficult for the recoater to pass over it in case of deformation. Rotate your part 5 to 45 degrees around the Z axis so the recoater doesn’t pass over a long and flat wall. Given the edges, especially the corners of a part, always start to deform first, it’s always better if the recoater passes over a corner and then the rest of the part instead of facing a long flat wall with two corners at a time. This reduces the probability of a crash and can preserve the quality of sensitive features such as thin walls.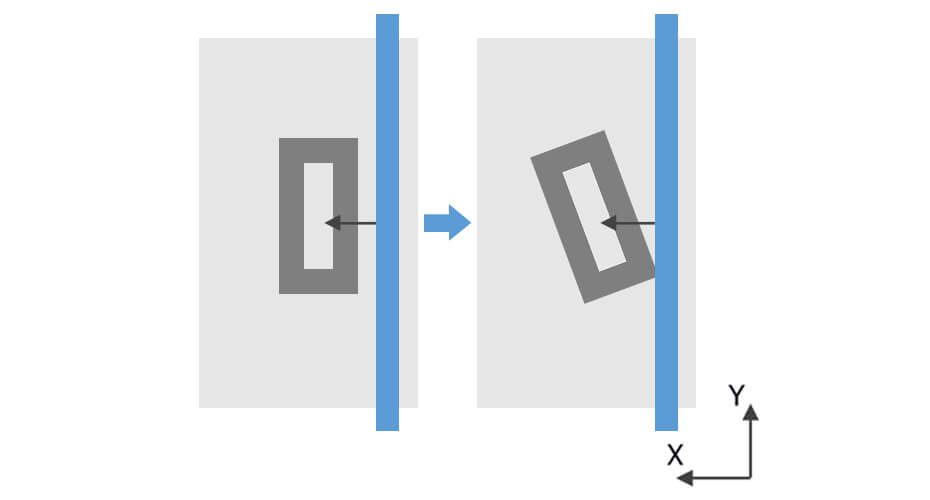
Avoid putting parts right behind each other
If a part deforms and the recoater touches it, the build might continue although the recoater and/or the part is damaged. The consequences of such a situation would be a deterioration of the powder bed right behind the area of collision. So if possible, when nesting your parts on the build plate, try to add some space behind your parts along the recoating axis.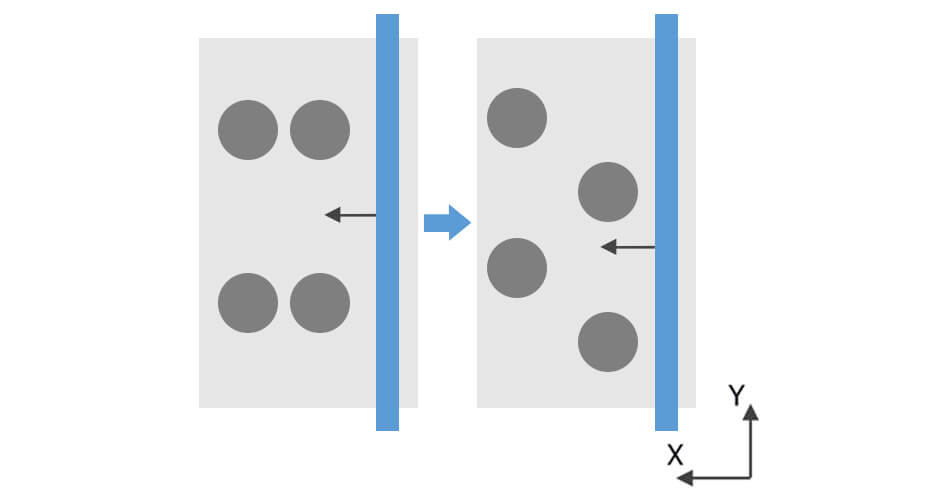
Related Post You May Also Like
No Results Found
The page you requested could not be found. Try refining your search, or use the navigation above to locate the post.
0 Comments